NEWSNEWS
Featured products




Contact Us
Solving Stainless Mesh Belt Deformation in Heat Treating
2025-07-09Stainless Steel Mesh Belt Deformation in Heat Treatment & Powder Metallurgy
1. Thermo-Chemical Stress
Oxidation-Reduction Cycling:Repeated Cr₂O₃ layer breakdown in alternating atmospheres (Oxidizing → Reducing → Oxidizing) causes material fatigue.
Carbide/Nitride Formation(>1000°C):
– Lubricant decomposition produces CO, forming brittle Cr₃C₂
– Atmosphere nitrogen creates CrN precipitates
2. Mechanical & Structural Failure
– Weak edge welds or loose weave structures under load
– Impact damage during handling causing diagonal distortion
3. Material-Process Mismatch
Material | Risk Factor | Consequence |
| 314 SS | Carburization in C-rich atmospheres | Ductility loss ≤40% |
| All alloys | Slow cooling (<1°C/s) | Excessive Cr₂O₃ formation |
Proven Solutions
I. Process Optimization
Atmosphere Control
A[34°C Dew Point] –> B[260 ppm H₂O]
B –> C[Maintains mild oxidation]
C –> D[Prevents over-reduction]
– Add CO₂ to generate protective H₂O via: CO₂ + H₂ → H₂O + CO
Thermal Profile Upgrade
1. Preheat at 760°C (was 870°C)
2. Hold 2-8 hrs in N₂-3%H₂ (260ppm H₂O)
3. Ramp to 1120°C at ≤5°C/min
Cooling Rate Criticality:
≥1°C/sec via water/spray cooling (suppresses carbide precipitation)
II. Belt Design & Selection
Structural Enhancements
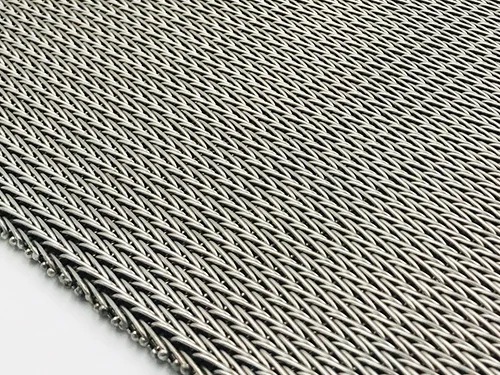
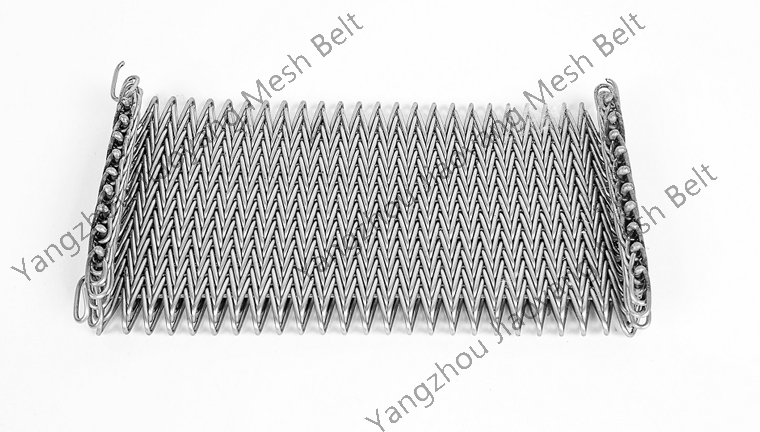
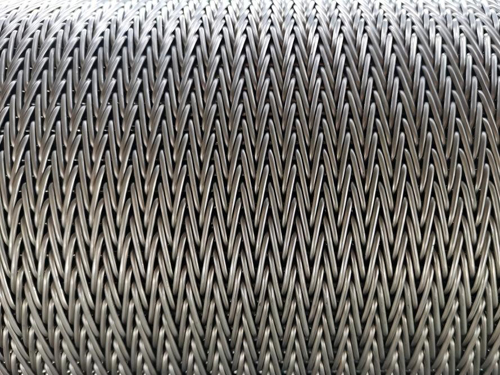
Weave Type: compound balanced weave belt , Also called cordweave belts or chevron conveyor belt , Yangzhou Jiaoyang Mesh Belt Manufacturing Co., Ltd. produce Herringbone (overlapped spiral design) , The herringbone metal mesh belt has the advantages of good turning performance, smooth operation, strong load-bearing capacity and high temperature resistance.
Material Upgrade
| Grade | Advantage | Use Case |
| 316L 30% better intergranular corrosion resistance | Chloride environments |
| 314L Optimal for 1150°C continuous service | Sintering furnaces |
Edge Welding: Argon TIG spot welding ≥3mm penetration
III. Operational Protocols
Deformation Correction
| Issue | Fix |
| Diagonal deviation | Vertically position belt, tap elongated corners |
| Edge warping | Press convex side on flat surface with 20-50kg force |
Preventive Maintenance
– Tension uniformity: 15-20N/mm²
– Decarbonization: Ultrasonic cleaning every 200 operating hours
– Replacement cycle: 8 weeks for 1000°C+ applications
Technical Reference Table
| Parameter | Optimal Value|
| Material | 316L/314L SS
| Dew Point | 34°C (260ppm H₂O)
| Cooling Rate | ≥1°C/sec
| Belt Thickness | Formula-based design
| Preheat Temp | 760°C → 1120°C
Conclusion
Mesh belt deformation stems from thermal-mechanical-chemical synergy. Implementation of:
– Precise dew point control
– Enhanced cooling rates
– Low-carbon alloys (316L/314L)
– Structural optimization
Reduces deformation risk by 70% while extending service life 2.3X.