NEWSNEWS
Featured products




Contact Us
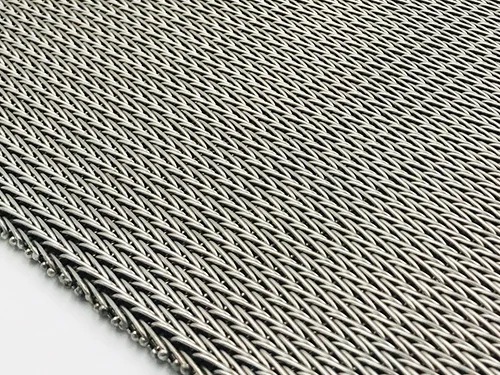
The reason why the pipe mouth of the mesh belt annealing furnace turns yellow
2025-07-02The yellowing of the pipe mouth of the mesh belt annealing furnace is a typical manifestation of metal oxidation or surface contamination, which may involve many reasons such as process parameters, equipment status or material properties. The following are specific reasons and corresponding analysis:

1. Abnormal temperature control
The furnace temperature is too high:The pipe mouth is exposed to the high temperature area (such as the mesh belt outlet) for a long time, resulting in increased oxidation of the metal surface and the formation of a yellow oxide layer (such as Fe₂O₃).
Solution: Optimize the temperature curve, reduce the outlet temperature or shorten the pipe mouth residence time.
Large temperature fluctuations: The temperature in the furnace is unstable (such as heating element failure or control system delay), and the local high temperature area accelerates oxidation.
Solution: Calibrate the thermocouple, check the heating element, and increase the temperature buffer zone.
2. Insufficient control of protective atmosphere
Insufficient atmosphere purity: The oxygen content of protective gases such as hydrogen and nitrogen in the annealing furnace is too high (>1%), which triggers oxidation reaction.Solution: Detect gas purity and add deoxidation equipment (such as zirconium oxide oxygen probe).Insufficient atmosphere flow: The gas flow rate in the pipe mouth area is low, and the air cannot be effectively isolated, resulting in local oxidation.
Solution: Adjust the gas distributor to ensure uniform airflow coverage at the outlet section.
3. Improper mesh belt operation parameters
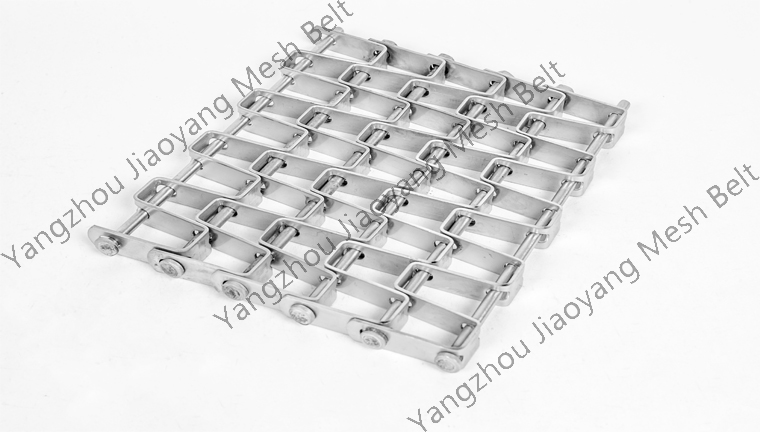
heat treatment annealing conveyor Mesh belt speed is too slow: The pipe mouth stays in the high temperature zone for too long, and the oxide layer thickens.
Solution: Increase the mesh belt speed and shorten the annealing cycle.
Poor mesh belt sealing:The gap between the mesh belt and the furnace body is too large, and external air infiltrates, aggravating oxidation.
Solution: Replace the sealing strip and optimize the tension of the mesh belt.
4. Material or surface treatment problems
Metal component sensitivity:High carbon steel, stainless steel and other easily oxidized materials are more likely to turn yellow during annealing.
Solution: Select low oxygen sensitivity materials, or increase surface pretreatment (such as pickling).
Surface contamination residue: The pipe mouth has residual oil, cutting fluid and other impurities, which carbonize and discolor at high temperatures.
Solution: Strengthen the cleaning before feeding and use alkaline cleaning agents to remove pollutants.
5. Abnormal cooling stage
Cooling speed is too fast: The pipe mouth is directly exposed to cold air from high temperature, and the surface stress causes the oxide layer to crack and leave yellow traces.
Solution: Add a slow cooling section (such as air cooling to water cooling) to avoid sudden cooling.
Cooling medium pollution:Cooling water or gas contains impurities (such as rust, oil stains), which pollute the pipe mouth for the second time.
Solution: Regularly replace the cooling medium and filter the purification system.
Summary of troubleshooting suggestions, Prioritize the temperature curve and atmosphere purity, which are the core influencing factors.Observe the yellowing distribution: If only the pipe mouth is yellow, it is mostly a problem in the outlet section; if the whole pipe is yellow, the atmosphere and temperature need to be fully checked.Record the production parameters, compare the correlation between the yellowing degree and the process parameters, and gradually optimize.Through systematic investigation, the specific cause can be located and targeted improvements can be made to avoid oxidation yellowing problems.