NEWSNEWS
Featured products




Contact Us
Brazing Methods: Core Techniques & Process Overview
2025-06-20Brazing is a highly reliable joining process critical for industries like aerospace manufacturing. It utilizes a filler metal with a lower melting point than the parent materials, which melts, flows into the joint via capillary action, and solidifies to form a strong bond—all without melting the base metals. The primary brazing methods are distinguished by their heat source:
-
Furnace Brazing
-
Heat Source: Controlled heat from an industrial furnace melts the filler metal.
-
Protection: Performed in a vacuum or within a protective atmosphere (inert or reducing gases) inside the furnace. This prevents oxidation of the filler metal and base materials at high temperatures. Vacuum furnaces are essential for high-purity applications like aerospace components.
-
Characteristics: Precise temperature control, suitable for complex assemblies and high-volume production, delivers consistent, high-quality joints.
-
-
Torch Brazing
-
Heat Source: Localized heating from an oxy-acetylene (or other fuel gas) flame melts the filler metal at the joint.
-
Protection: A flux is applied. It cleans surfaces, dissolves oxides during heating, and shields the molten filler metal from air oxidation.
-
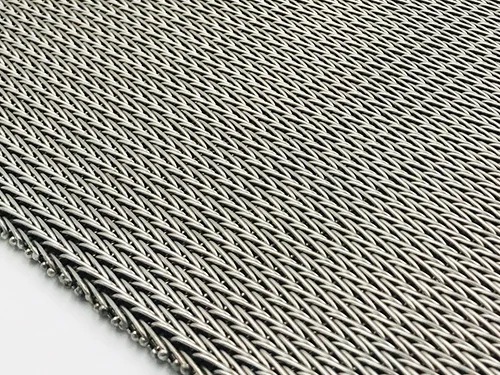
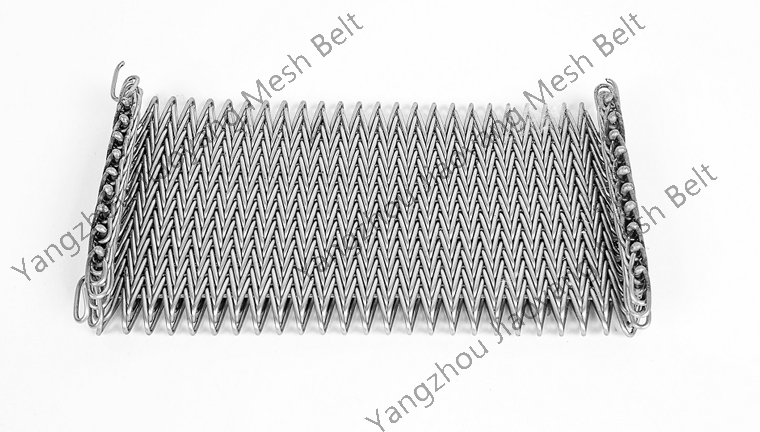
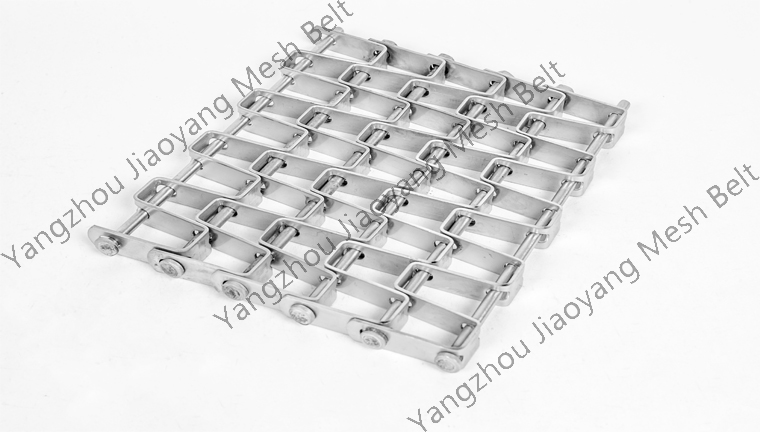
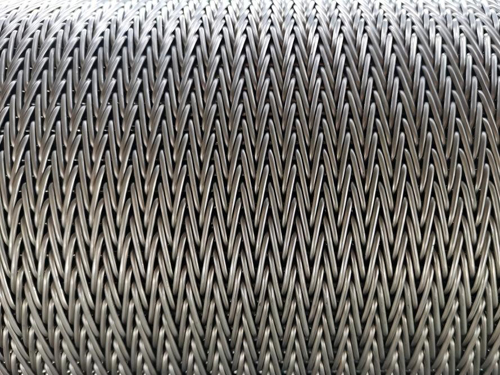
Characteristics: Highly portable and flexible equipment, ideal for repairs, custom work, or low-volume production. It is necessary to use a continuous brazing furnace mesh belt for transportation. Requires significant operator skill.
-
-
Induction Brazing
-
Heat Source: High- or medium-frequency alternating current induces eddy currents within the workpiece, generating rapid, localized resistive heating to melt the filler metal.
-
Protection: Typically requires flux to protect the molten filler metal from oxidation. Atmosphere shielding is also possible.
-
Characteristics: Extremely fast heating rates, high efficiency, minimal heat-affected zone. Easily automated, best suited for high-volume production of parts with consistent geometry.
-
-
Resistance Brazing
-
Heat Source: Electrical current passes through the joint, generating localized resistive heat (Joule heating) sufficient to melt the filler metal, similar to resistance welding but below the base metal melting point.
-
Protection: Often performed under an inert gas shield (Argon or Helium) or using flux to prevent oxidation of the molten filler.
-
Characteristics: Highly localized, rapid heating with precise control. Well-suited for automation, particularly for specific joint configurations like lap joints. Excellent for joining dissimilar materials.
-
Key Considerations:
The optimal brazing method depends on application requirements, base materials, joint complexity, production volume, quality standards, and cost. Understanding the distinct heat sources and their corresponding protection methods (furnace atmosphere, flux, or shielding gas) is fundamental to successful brazing. Its proven reliability makes it indispensable for critical applications such as aircraft engines, heat exchangers, and electronic components.