NEWSNEWS
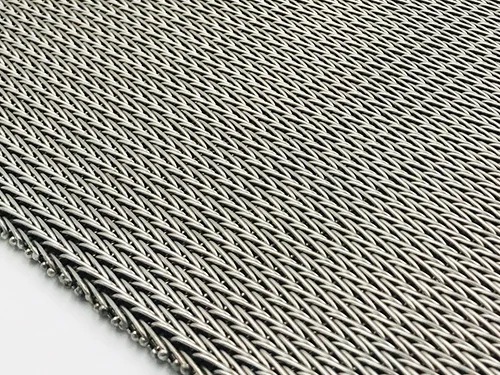
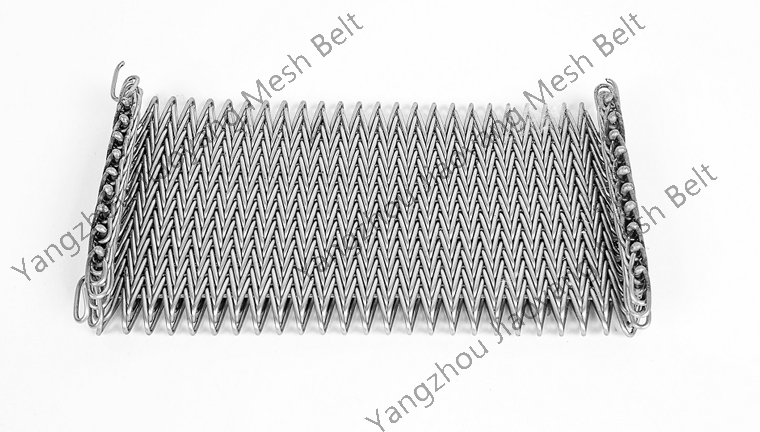
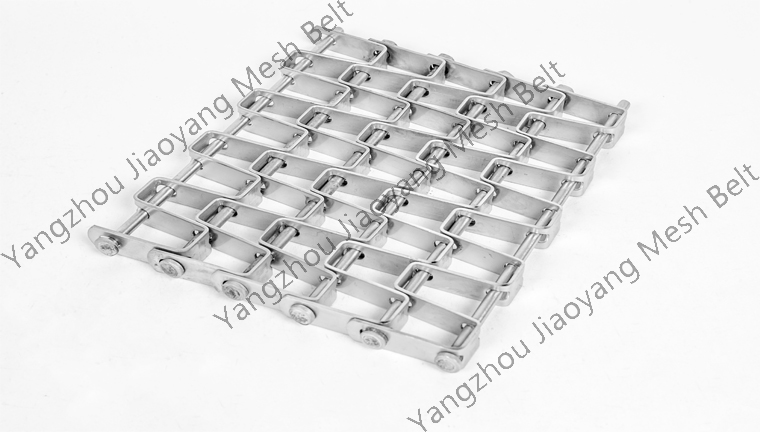
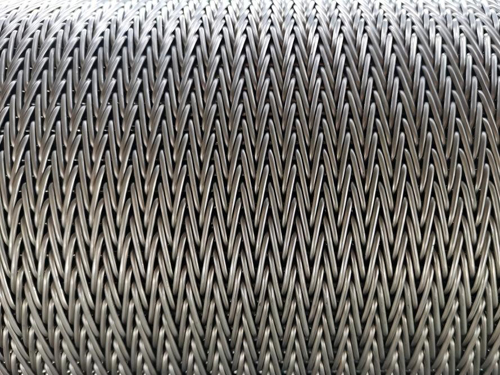
Featured products




Contact Us
Conventional Heat Treatment Technologies for Die Casting Molds
2025-04-081. Heat Treatment of Die Casting Molds
The conventional heat treatments during die casting mold manufacturing include spheroidizing annealing, stabilization, quenching, and tempering. These heat treatment processes alter the microstructure, enabling the die casting mold to obtain the required structure and properties.
Heat treatment technology is widely applied in die casting mold manufacturing. It can improve the service performance of mold components and extend mold lifespan. Additionally, heat treatment enhances the processing characteristics of die casting molds: improving machining quality and reducing tool wear. Therefore, it holds significant importance in mold manufacturing.
2. How to Select Appropriate Heat Treatment Methods for Die Casting Molds?
- Pre-treatment
After forging, blank die casting molds must undergo spheroidizing annealing or quenching and tempering heat treatment. This first eliminates stress to reduce hardness for easier machining, while also preparing the microstructure for final heat treatment. After annealing, a uniform structure with dispersed carbides can be obtained, improving mold strength and toughness. As quenching and tempering produce better results than spheroidizing annealing, molds requiring higher toughness typically use quenching and tempering instead of spheroidizing annealing. - Stabilization
For die casting molds with complex cavities, rough machining generates significant internal stress that can cause deformation during quenching. To eliminate stress, stress relief annealing (stabilization) should generally be performed after rough machining.Process parameters: Heating temperature 650°C to 680°C, hold for 2-4 hours, then air cool. Particularly for molds with complex shapes, furnace cooling to below 400°C followed by air cooling is required. After quenching and tempering, if the mold undergoes EDM (electrical discharge machining), the processed surface develops an altered layer prone to wire-cutting cracks. Low-temperature stress relief annealing should also be performed. - Quenching and Preheating
Die casting molds require slow quenching and heating, often with preheating measures. For molds with low anti-deformation requirements, fewer preheating cycles may suffice if no cracking occurs. However, molds with high anti-deformation requirements must undergo multiple preheating cycles. Low-temperature preheating (400°C-650°C) is typically done in air furnaces, while high-temperature preheating should be performed in salt bath furnaces. - Quenching Heating
Higher quenching temperatures improve thermal stability and softening resistance while reducing thermal fatigue tendency, but may cause grain growth and grain boundary carbide formation, decreasing toughness and plasticity and leading to severe cracking. Therefore, when die casting molds require higher toughness, lower temperature quenching is used, while higher temperature quenching is employed when high-temperature strength is needed. - Quenching Cooling
For simple-shaped molds with low anti-deformation requirements, oil cooling is used. For complex molds with high anti-deformation requirements, stepped quenching is applied. To prevent deformation and cracking, regardless of cooling method, the mold should never be cooled to room temperature. Generally, cooling should stop at 150°C-180°C, holding for a specified time before immediate tempering. - Tempering
[Content about tempering process would continue here…]